Anodizing
Anodised products are in accordance with Qualanod norms. We are able to achieve different anodising thicknesses and colors from 5 to 25 microns.

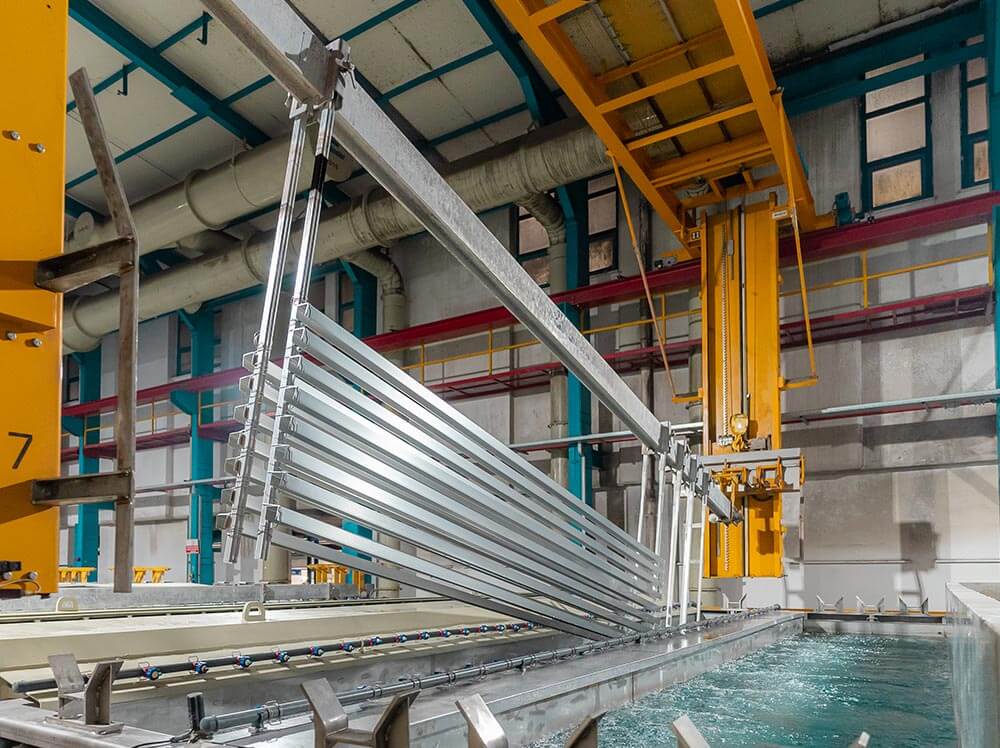
Erdoğanlar Aluminium Anodized
Erdoğanlar Aluminium produced all anodized products in accordance with Qualanod norms. Anodized surface is realized up to 7.5 meters optionally. In addition, the surface treatment line is processed autonomously with the Italian Monti system. The laboratory team analyzes the specific recipes for the products to be used, and the machines work on these recipes without human touch. The machines have a monthly anodizing capacity of 2000 tons / 5,000,000M2.
Anodised surface treatment application has been used for industrial applications as well as creating a decorative image for about 70 years. Thanks to the pigments in the porous structure of the anodized layer and giving color, the desired color can be obtained with various studies in decorative and architectural surface treatment applications.
Anodizing applications made are as follows:
- Anodized
- Flash anodized (anodized without caustic)
- Mechanical polishing (chemical anodizing, Chemical Brighting Line)
- Chemical Deeping
- Polishing Line (3 automatic polishing machines, 7.5 meters of product polishing capacity
- Sandblasting
- Brushing Process Line
It uses yellow–ınox-bronze–brown–black-blue color variants in surface treatment. You can also request various versions of this color range. At the same time, you can get service on rich hanging methods. In addition, all the machines used in the surface treatment application are special to Erdoğanlar Aluminium, and the treatment systems used are completely in line with European standards and are constantly improved.
How Does the Surface Treatment Preparation Process Work?
Before performing the surface treatment application, the things to be done can be listed as follows:
- Pretreatments for decorative visuals
- Mechanical pretreatments
- Polishing
- Matt
Pretreatments for Decorative Visuality
The process of changing the decorative appearance of the surface to be used is carried out by superficial or chemical methods. The surface treatment application is used to obtain a metallic, matte or glossy appearance, or the surface is protected against external factors by covering the transparent layers.
Mechanical Pretreatments:
Operations such as polishing, brushing,deburring or sandblasting are within the scope of mechanical operations. For small parts, more brushing and sandblasting operations are preferred. It is generally applied to door/window handles, joinery accessories and accessories produced for marine boats.
Polishing
Bright aluminium, which is used only for decorative purposes in Europe, is also used for covering garage doors in some automobile companies with semi-gloss surface profiles. Aluminium profiles, which are visually in the foreground and attracting attention, are generally preferred bright. There are two variants of this polishing. These are chemical polishing and polish silver.
Another name for chemical polishing is electro-chemical polishing. In chemical polishing, the brightest phase of aluminium is obtained. During this process, mechanical polishing is applied. Aluminium products are placed at a temperature of 100 degrees in baths containing phosphoric, sulfuric, nitric acid. On the other hand, polish silver polishing baths operating at 80-95 °C consist of a sulfuric-nitric acid mixture.
The polishing process by applying electric current is called Electro-chemical polishing. The temperature in the polishing baths is between 75-85 degrees. Chemical polishing is more preferred than electro-chemical polishing method.
Polishing baths are places with low fluidity. Therefore, after leaving the bath, it sticks to the aluminium. This also increases the consumption. In order to recover the phosphoric acid used in some companies, especially in North America, regeneration, which is a self-renewal unit, is used.
Mat Anodised
One of the surface treatment stages is the matting process. Baths consisting of lye-caustic are generally used for matting aluminium, which is called caustic. The caustic bath operates at about 60 degrees. After the bathing process, approximately 120 grams of aluminium dissolves from the surface of the aluminium and remains in the bath. After the aluminium melts, it sinks to the bottom of the bath. In caustic baths, aluminium condensation is important and must be constantly controlled.
With the newly developed sandblasting method, the aluminium surface is mattified by spraying small particles whose raw material is stainless steel. There is no defect in the sandblasting method compared to causticization. For this reason, sandblasting is a more preferred method lately.
For the surface treatment requirements of your company, you can contact Erdoganlar Aluminium, which has expert staff and uses equipment at European standards.